概要
スマートフォン、車載カメラ、監視カメラなどの市場拡大により、これら製品で利用される光学部品も多様な要求への対応が求められています。素材(硝子、樹脂など)やレンズでは開発、品質管理、使用環境に最適化された設計のために、微小サイズの部品であっても成形後の状態で、複数波長での屈折率を把握する事が求められています。
光学部品の屈折率を高精度で測定できる分光計や一般に普及しているアッベ屈折計では微小なサンプルの屈折率を測定することは困難です。しかし、Vブロック方式を採用しているKPR-3010では、スマートフォンの小径レンズのような微小サンプルであっても、多波長で屈折率を測定する事ができます。
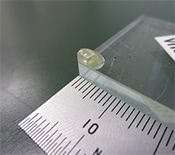
今回は、KPR-3010を用いて、樹脂ペレットを測定した結果を紹介します。微小サンプルは、屈折率が既知の一辺が20mm、厚み5mmほどの土台となるガラス板の角に貼り付け、測定に必要な2面を加工します。今回測定した樹脂ペレットは、2×10-5以上の屈折率差がある3つのグループに分類できるバラツキがあることがわかりました。
測定例
試料
ペレット(PMMA) φ 2 mm × 3 mm程度 - 4個
条件
| 測定温度 | 23℃ |
|---|---|
| 測定波長 | 12波長 (h線、g線、F'線、F線、e線、d線、He-Ne※1、C’線、C線、r線、LD785※2、LD830※3)
|
| 接触液 | nd 1.49 |
結果
4個の試料を各波長で5回測定した値の平均値を図1に示します。基準波長d線(587.56nm)での屈折率は、1.491575、1.491684、1.491670、1.491705で、分散特性(波長依存性)を示すアッベ数νdは、58.09、58.07、58.06、57.99でした。さらに今回の測定結果を平均値で正規化した値を図2に示します。4個の試料は、屈折率で3つのグループに分類できる差がある事がわかります。KPR-3010は、測定の精度が±2×10-5、表示分解能が0.1×10-5なので、アッベ屈折計では見極めが難しい、小さな差も明確に区別することができました。今回の測定に用いた同一材料、同一ロットの試料でも屈折率差が生じることから、成形前後あるいは成形条件の違いでも屈折率差が発生することが推測できます。
ペレットの屈折率測定方法の一つとして、JIS K 7142「プラスチック-屈折率の求め方」に、「粒状の透明材料の屈折率を顕微鏡による液浸法により測定する方法(B法)」が定められています。しかしながら、「熟練者が注意深く測定して、アッベ式と同程度の精確さ(0.001)」との注記があり、手軽には測定できない手法である事が推測されます。高精度な自動測定ができる測定器を用いることで、光学特性を把握するための測定精度や再現性を確保した測定結果を得ることができます。
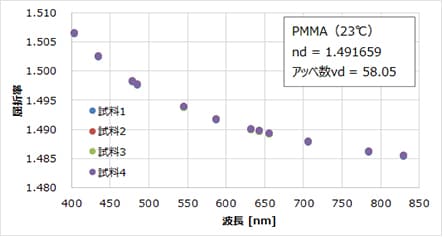
図1:樹脂ペレット(PMMA)の屈折率測定結果
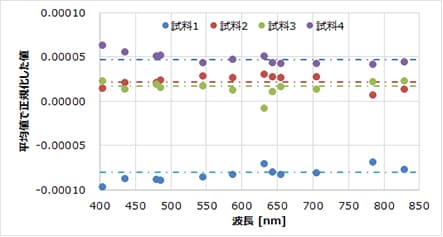
図2:屈折率を平均値で正規化した値
- ※本測定で得られた代表値であり、各試料の屈折率やその変化量を保証するものではありません。