Conditions for high-precision measurement
高精度な屈折率測定をするためには、計測器の精度が高いことも必要ですが、試料の仕上げも大きな要因の一つです。また、試料の仕上げに求められる要件は、測定方法により大きく異なります。
最小偏角法では、「プリズムの一辺の長さ」と「頂角を挟む2面の面精度」が測定精度に大きな影響を与えます。プリズムの辺の長さが精度に影響する例として、硝材BK7、頂角60度、光源ナトリウムランプ(D1 、D2)で一辺が20mmと30mmの場合のシミュレーション結果を以下に示します。一辺が20mmのプリズムの場合(図13)、近接したD1とD2のスペクトルが分離されず、一つのピークとして観察されることがわかります。 一方、一辺が30mmのプリズムの場合(図14)、近接したD1とD2のスペクトルが分離され二つのピークとして観察されることがわかります。プリズムが大きい方が、分解能が良く、シャープな像が得られ、精度よく測定ができます。
頂角の測定は反射測定、最小偏角の測定は屈折測定となるため、面精度が精度に与える影響は、頂角測定の方が大きくなります。よって、最小偏角法の試料に求められる面精度は、頂角測定に必要な面精度を満たす必要があります。図15は波面精度の違いによる光強度分布のシミュレーション結果です。良否の判定基準に「波面収差が1/4λであれば無収差」というレーリー・リミットを用いると、頂角をオートコリメーション法(反射測定)で測定する場合、面精度を1/8λにすれば、波面収差は1/4λとなり必要な条件を満たします。これらのことから1×10-5オーダーを測定する場合、1/10λが推奨の面精度となります。また1×10-6オーダーの測定する場合には、1/20λ以上の面精度が必要になる事があります。
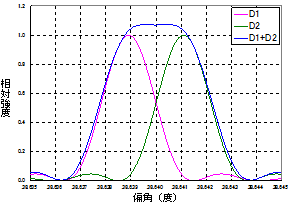
図13 シミュレーション結果
(プリズムBK7、20mm)
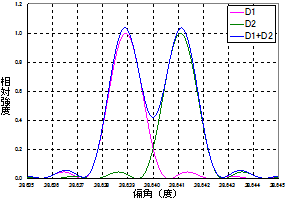
図14 シミュレーション結果
(プリズムBK7、30mm)
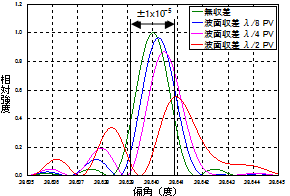
図15 シミュレーション結果(波面収差違い)
臨界角法では、境界線のコントラストの良し悪しが測定精度に大きな影響を与えます。プリズムと試料の境界面すれすれに光を入射する場合に、コントラストの良い境界線を出すためには、試料の入射面側を測定面に垂直に仕上げ、プリズムと接する稜線は面取りしないことが重要となります(図16、図17)。
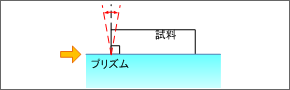
図16 試料入射面の仕上げ
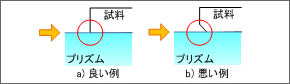
図17 試料入射面の稜線部の仕上げ
Vブロック法では、「試料の頂角誤差Δα(単位:角度分)」と「試料と接触液の屈折率差ΔNoil」が測定精度に影響を与える要因となります。一般的にこれら二つの要因が測定精度に与える影響を表す係数Kは式(6)で表されます。
![]() (6)
(6)
1×10-5オーダーで測定したい場合には、K≦0.01とする必要があります。また、多波長で屈折率測定をするときには「試料の分散特性」と「接触液の分散特性」に差があることから測定波長毎に最適な接触液を選ぶ必要が生じることがあります。高屈折率や低屈折率な試料で最適な接触液が選択できない場合には試料の頂角誤差Δαができるだけ小さくなるように精度良く加工することが必要です。