Principle of the minimum deviation method
最小偏角法により屈折率を求めるために、試料をプリズム形状に加工する必要があります。また、頂角を挟む2面は高精度な研磨面とする必要があります。頂角αと最小偏角δminから式(1)を用いて、試料の屈折率nを算出します。算出された屈折率は、測定時の試料の雰囲気(空気など)に対する相対屈折率となります。
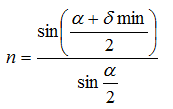 (1)
(1)
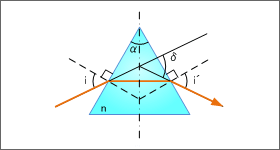
図3 最小偏角法の原理
頂角の測定には、オートコリメーション法を用います。各面に対する法線上にオートコリメーション像を捉えられる位置へテレメータを移動し、法線のなす角θを測定し、式(2)より、頂角αを算出します。
![]() (2)
(2)
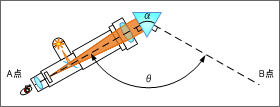
図4 頂角の測定
偏角δは、入射角と出射角のなす角度で、入射角と出射角が等しい場合に最小になり、これを最小偏角δminと呼びます。最小偏角は、プリズムを回転させコリメータからの光の入射角を調整した後に、テレメータを回転させ出射光を捉えられる位置へ移動し、コリメータとテレメータのなす角から求めることができます。入射角の調整時には、プリズムを同一方向に回転させていくと、テレメータで観察できるスリット像の動きが折り返す位置があります(図5)。この折り返す位置が最小偏角の入射角の位置であり、ここでプリズムの位置を固定します。次にテレメータを回転させ、テレメータの視野のクロス線の交点にスリット像が重なるように調整します(図6)。この時にコリメータとテレメータのなす角が最小偏角となります。
偏角を測定する場合の入射角は、測定に必要な光量(光束)を確保するために、70°くらいを上限とするのが一般的です。入射角70°とした場合、頂角と屈折率関係を以下の表に示します。これが各頂角で測定できる屈折率の上限であり、試料を加工する際の目安となります。
| 頂角 | 30° | 45° | 60° | 70° | 80° |
|---|---|---|---|---|---|
| 屈折率 | 3.6307 | 2.4555 | 1.8794 | 1.6383 | 1.4619 |
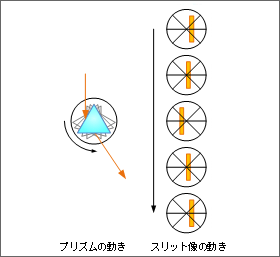
図5 偏角測定(入射角の調整)
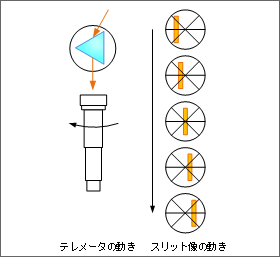
図6 偏角測定(テレメータの調整)